

-
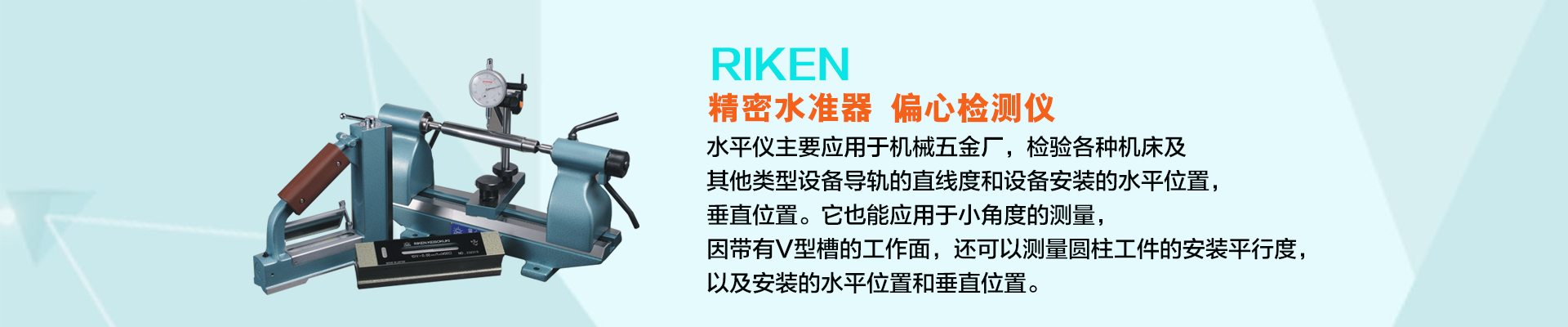
理研水平仪的使用
发布时间: 2022-06-08 点击次数: 次理研水平仪,RIKEN水平仪,日本理研水平仪
横向仪是一个种衡量小视场角的适用工量具。在自动化机械打造业和机器设备打造中,采用衡量相对性于横向地理角度上的支持角、机床主轴类机器设备导轨的平行面度和虚线度、机器设备安装工程程序的横向地理角度上和向下地理角度上等。按横向仪的看上去有所不同可可分:框式横向仪和尺式横向仪两者;按标准器的固定位置途径又可可分:能调式横向仪和不能调式横向仪。1)美观定期检查: 对最火厂的关卡仪,上班任务面应平整度、滑腻且不应具砂眼、出气孔、碰伤、划伤、浮锈等一些疵点。非上班任务上面不限制有脱漆、有锈点和比较突出的一些疵点。经纬仪器应擦洗白色,其刻线应清洗、不规则,不应具脱色不良现象,刻线应与经纬仪器总体水平线相垂直面。在关卡仪非上班任务上面,应标示加工九正通明厂名、出厂日期编号规则和精度等级值。(2)各不分相互之间影响:
主技术器连接应劳固,零位调控仪器应保障动用简单方便、可信。利用强力导致气泡中国电信应平缓,不得为目力可見的抖动或停滞的原因原因。当常温为20℃时,,利用强力导致气泡段的长度应约等于两条线长标尺刻度线两者之间的间隔,其差值对精度等级为0.02~0.05mm/m者不得小于±1格;对精度等级为0.06~0.10mm/m者不得小于±0.5格。 利用强力导致气泡的中国电信平缓性和利用强力导致气泡的段的长度,应在水平面仪检定仪努力上进行检查。(3)事业面的表面度:
含量仪操作上面不禁止有凸起来干涉现象,其空间图形度应适用表6—10—54的规则。 操作上面粗度 150~200 250~300 ,空间图形度测量误差 <0.003 <0.005,对磨制和研磨设备的操作上面,其空间图形度用厚度不乘以被检面粗度的零级刀口尺,以光隙法实施检定,上述检定操作上应在操作上面的纵向设计、横排和对角线的位置上的多个位置上上实施。以找到的zui大缝隙为该单单从表面的空间图形度测量误差。在相信缝隙面积时,可由量块分解成的规格缝隙实施较。 对刮制运转面的平行面度,用零级华为平板电脑以涂色法使用检定。在变长为25mm正方型形大小内的褐斑数,这对度数临界值0.02~0.05mm/m的含量仪应当不少25点,这对度数临界值0.06~0.10mm/m的含量仪应当不少20点,褐斑分布区应一致。理研水平仪,RIKEN水平仪,日本理研水平仪
V形运转面的美度,用检定心轴以涂色法进行检定。把涂有红铅粉的心轴存放在V形表面旋转,在V形表面看到了的碰到线,不限制有小于10mm的中止。(4)水平方向仪的零位质量检验:
理研水平仪|日本理研水平仪
起泡对两边座位的倾斜,应当高出度数值的1/4。就标准仪下任务任务面零位的定期检查可在零级平板电脑勤奋努力行,也也是可以的在标准仪检定仪勤奋努力行;就标准仪的下V形任务任务面的零位定期检查,应在的专用工具勤奋努力行;就框式标准仪的上立体任务任务面,上V形任务任务面,侧立体任务任务面和侧V形任务任务面的零位,也应在的专用工具勤奋努力行。 总体水平仪的零位稳相关性性,规范要求在检制定岗位面零位合格达标后,相隔4h,多次对零位采取有一次检定,其转变 仍禁止大于零位问题的容许条件。(5)水平面仪测量范围值不确定度的检定:
应在品质仪检定仪勤奋行。评测峰值角值与公称角值之差,不可小于公称角值的10%。测量超范围值的不均性,不可小于测量超范围值的20%。即邻近读数差也在0.8~1.2格超范围内。 品质仪测量超范围值粗差的检定,应在强力气泡的以上2个读数勤奋行。为解决品质仪检定仪微动螺丝死程的干扰,微动螺丝应按一两个走向飞速转动。平形精密水準器(B級 一般工作用)【stock 09】 JIS規起来歌词の製品です?サイズ450、600も製作しています? 形 式サイズ気泡管感度質量(kg)一種二種三種RFL-B1000.02(4秒)0.05(10秒)0.1(20秒)11501.620022502.53003 理研水平仪,RIKEN水平仪,日本理研水平仪
 微信朋友圈扫码支付
微信朋友圈扫码支付